Solvent Recovery Systems Llc

What Are Some Ways In Which Solvent Recovery Can Enhance Your Production Process Trusteel Llc

Solvent Recyclers Recovery Reclaim And Distillation Systems

Solvent Recycling Nexgen Enviro Systems

Solvent Recovery Pesco Environmental Solutions Co

Cryocondensation Used For Condensing Volatile Organic Compounds In A Gas Stream By Liquidnitrogen Cryogenic Cooling Flow To Be Treated It Condenses The Sol
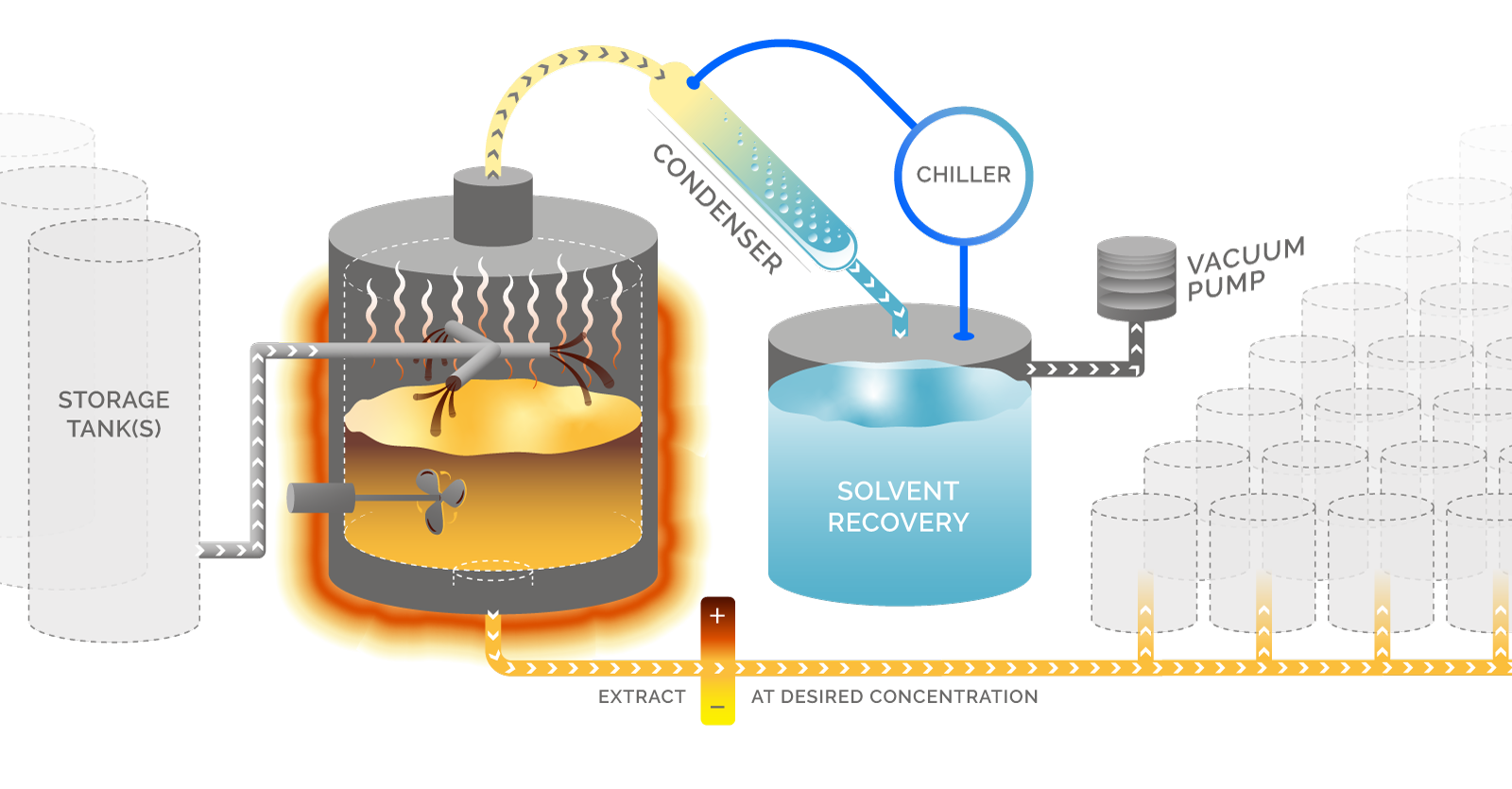
Ethanol Extraction Process Ethanol For Botanical Extraction Eden Labs
It separates light hydrocarbons from a middle cut oils and heavy cut oils as well as from solids.
Solvent recovery systems llc.
Virgin Solvent Solvent Recycling Systems Services

Rotary Concentrator Thermal Oxidizer Voc Emission Control Rto System Add On Rotary Control System Thermal
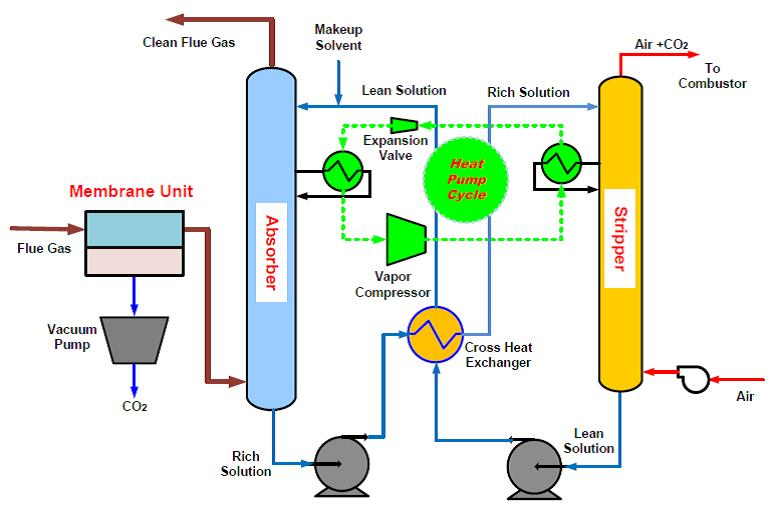
Lab Scale Development Of A Hybrid Capture System With Advanced Membrane Solvent System And Process Integration Netl Doe Gov

Supercritical Anti Solvent Micronization Hightech Extracts

High Performance Commercial Ethanol Extraction Eden Labs

Essential Oil Steam Distillation Steam Distiller Essential Oil Distiller Making Essential Oils Steam Distillation

How Solvent Recycling Works Solvent Recycling Systems Llc

Falling Film Evaporator Ethanol Recovery Condenser Bizzybee Llc
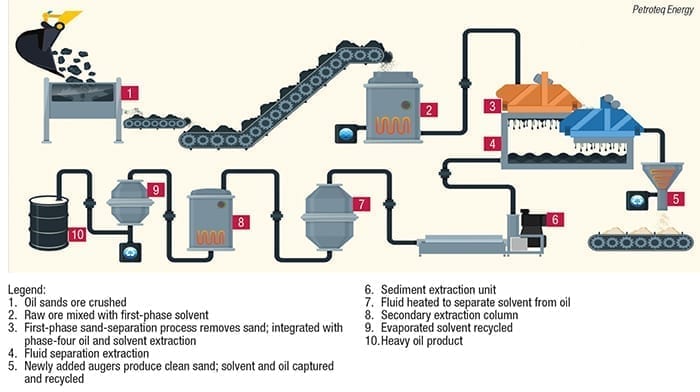
Solvent Chemistry Is Key For Cleaner Oil Sands Processing Chemical Engineering Page 1

Pin On Bello Blog

Pur 7 Cinnamon 1 Oz Cinnamon Flavor Hemp Oil Flavors

Biogas Processing System Canada Biogas Purification Gas Industry

Terpene Distillation Kit A High Quality Easy To Use And Affordable Way To Extract Low Boiling Point Compound Distillation Steam Distillation Essential Oils
Https Www Netl Doe Gov Sites Default Files 2017 12 Co2 Capture Tech Update 2013 Post Combustion Solvents Pdf

Toxin Free Hand Sanitizer In 2020 Lysol Eco Friendly Cleaning Recipes On Guard Essential Oil

Rotachrom Pcpc Automates Industrial Scale Solvent System

Laboratory Units

Buon Vino Tabletop Filljet Vino Wine And Beer Table Top

Ultimate Lyme Support System Extra Strength 4 Fl Oz Click Image For More Details This Link Participates In Am With Images Lyme Lyme Disease Treatment Liver Nutrition

New Oral I V Rapid Rehidration Fluid Adventure Medical Kits Survival Medical Kit

Special 25 Off Cyco Prokit Platinum Series 100 Pharmaceutical Grade Sourced Minerals Are Guaranteed A Purity Of 99 8 Guaran Metal Manufacturing Grow Your Own Food Hydroponics

The Analyzer Source Photoionization Detectors For Field Use Upgradeyourpid Pidanalyzers Vocdetection Detector Field

Pin By Hawaiipharmajointheforce On Be Healthy Stay Healthy Recovery Smoothie Best Post Workout Post Workout

Pin By Jimmy Don Holmes On Cars Trucks Warbirds Tractors Jdh Aircraft Military Aircraft Fighter Planes
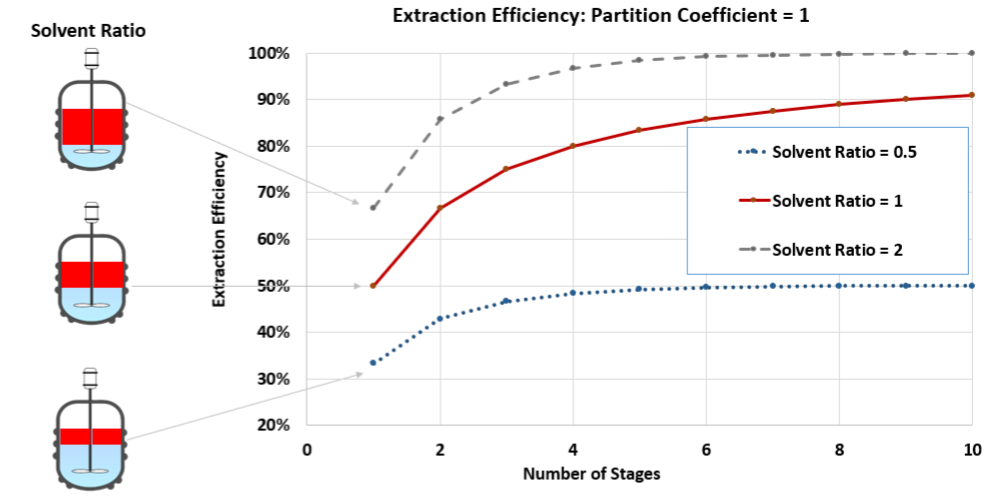
Multistage Extraction Zaiput

Pin On News Politics

Isolation Of Sutherlandins A B C And D From Sutherlandia Frutescens L R Br By Counter Current Chromatography Using Spiral Tubing Support Rotors Sciencedirect

Super Critical Co2 Extractor Most Accessible Co2 Extractor Shop Online Passive Closed Loop Active Closed Loop Advanced Extractorsyst Loop Vacuums Aquaponics

Model 80 Hg Analyzer 80 S Model

Organocide 3 In 1 Garden Spray Ready To Use No Mixing Needed Effective On Insects Spider Mites Scales And Fungus For Organic Gardening Aeroponics Garden Grow Your Own Food Spider Mites

Nexxus Keraphix Damage Healing Shampoo 13 5 Fl Oz Shampoo Nexxus Conditioner

Pdf Acetonitrile As Tops Solvent For Liquid Chromatography And Extraction

Index Markets Research Provides Statistical Analysis On Global Advanced X Ray Visualization Systems Market Provides A B Visualisation Market Research Marketing
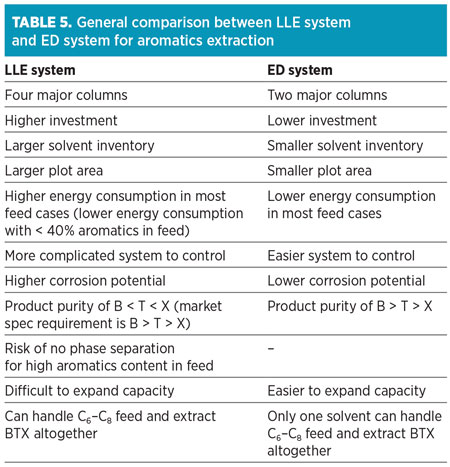
Find The Best Aromatics Extraction System For Industrial Applications

Pin On Apothecary

Remag The Magnesium Miracle 8 1 Oz Liquid Magnesium Magnesium Magnesium Miracle

Fast Screening Of Amine Physical Solvent Systems And Mass Transfer Studies On Efficient Aqueous Hybrid Mea Sulfolane Solution For Postcombustion Co2 Capture Zou 2020 Journal Of Chemical Technology Amp Biotechnology

Elucidation Of The Desalination Mechanism Of Solvent Extraction Method Through Molecular Modeling Studies Sciencedirect
Pdf Acetone Heptane As A Solvent System For Combining Chromatography On Silica Gel With Solvent Recycling

Products Rotachrom Technologies Llc

Pin On Products I Love

Pin On Healthy Living Now
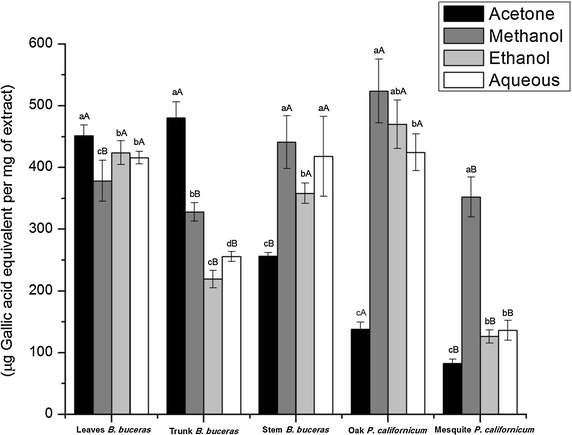
Solvent Effects On Phytochemical Constituent Profiles And Antioxidant Activities Using Four Different Extraction Formulations For Analysis Of Bucida Buceras L And Phoradendron Californicum Springerlink

Melaleuca The Wellness Company Melaleuca Wellness Company Wellness
Source : pinterest.com
